Numero di telefono: 008615129504491

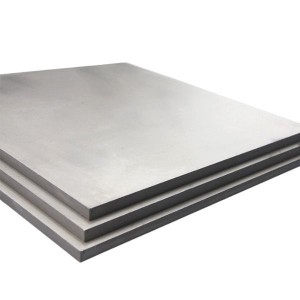
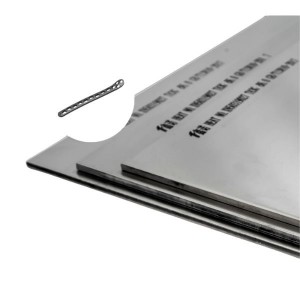
| Materiale | Gr 5, Gr 5 ELI, Ti-6Al-4V ELI |
| Standard | ASTM F136, IS05832-3 |
| Misurare | (1,0~12,0) Spessore * (300~1000) Larghezza * (1000~2000) Lunghezza mm |
| Tolleranza | 0,05-0,2 mm |
| Stato | M, Ricotto |
| Condizione della superficie | Superficie lucidata e personalizzata |
| Rugosità | Ra<3,2 um |
Rilevamento dei difetti superficiali al 100% .
Questa parte della superficie di ispezione è il primo processo nel reparto di ispezione. La barra viene ruotata costantemente per verificare la presenza di eventuali difetti, come crepe e ammaccature, presenti sulla superficie. Se presenti, i difetti vengono contrassegnati e registrati nell'inventario dei difetti.
Strumento di misura del diametro al 100% a infrarossi Misurazione precisa del diametro e rigoroso controllo delle tolleranze.
Di seguito i passaggi dettagliati dell'ispezione:
1. Prima di iniziare l'ispezione, il tecnico addetto all'ispezione verifica l'intervallo di tolleranza richiesto e imposta i valori di avviso.
2. Per avviare l'ispezione, ogni barra viene ruotata uniformemente nell'area di ispezione e i dati del diametro rilevato vengono visualizzati sullo strumento.
3. Quando si rileva un diametro eccessivo o insufficiente, lo strumento di controllo emette un avviso e la barra viene smaltita come rottame o lucidata due volte per ridurne il diametro.
Controllo di rettilineità al 100%.
La tolleranza di rettilineità è il grado di deviazione di ciascun punto sulla linea rispetto alla linea stessa, con una rettilineità compresa tra 0,3‰ e 0,5‰. L'elaborazione dettagliata prevede il posizionamento di un'asta sulla superficie di una piattaforma ben illuminata, l'asta rotola avanti e indietro, l'ispettore guarda di fronte e utilizza un righello da 0,2 mm per rilevare la distanza tra l'asta e la piattaforma.
Rilevamento dei difetti a correnti parassite al 100%.
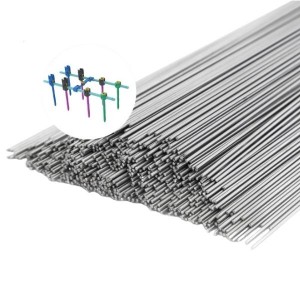
La bobina in cui viene inserito il prodotto da ispezionare è adatta al rilevamento di barre e fili con un diametro compreso tra 3 e 14 mm. Poiché il campo magnetico generato dalla bobina agisce prima sulla parete esterna del campione, l'effetto di rilevamento dei difetti della parete esterna è migliore, mentre il rilevamento dei difetti della parete interna avviene per penetrazione, senza danneggiare la superficie e le prestazioni del prodotto.
Ispezione ultrasonica al 100%.
Rilevare principalmente i difetti metallurgici all'interno del prodotto secondo AMS 2631. Il prodotto viene posizionato in un lavandino e lo strumento viene utilizzato per testare il prodotto avanti e indietro sulla superficie mentre ruota e lo strumento viene osservato per visualizzare il dispositivo e se il valore di picco diventa improvvisamente più alto, il prodotto non è omogeneo internamente
Test delle proprietà fisiche, tra cui resistenza alla trazione, carico di snervamento, allungamento A in 4D o 4W min, riduzione dell'area B min. Microstruttura. A1-A5. Le strutture interne sono state osservate al microscopio ad alto e basso ingrandimento per la classificazione della microstruttura. Certificati di qualità e rapporti di prova di terze parti saranno forniti su richiesta.
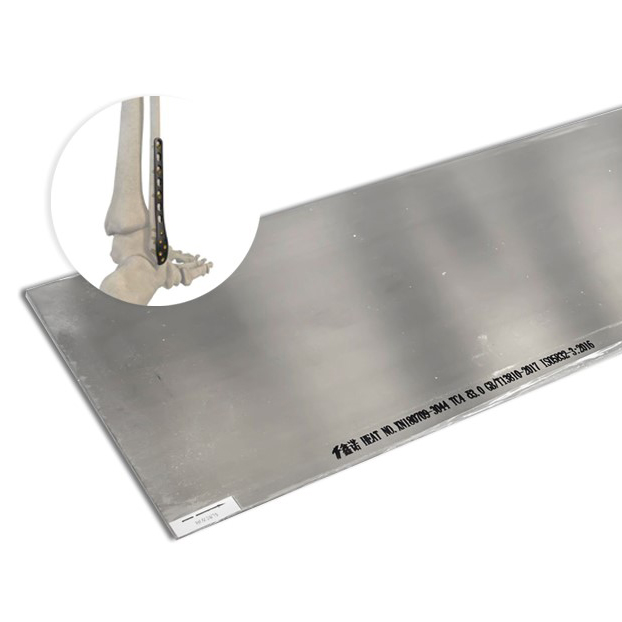
La nostra azienda è specializzata nella produzione di prodotti in titanio. Il materiale, a bassa densità ma con ottime proprietà, è ampiamente utilizzato nel settore medico. Trova notevoli applicazioni in diversi settori: articolazioni, cure odontoiatriche, materiali per impianti medicali, strumenti chirurgici, ecc. Non esitate a contattarci per qualsiasi domanda!